The Bowden tube
The Bowden tube guides the filament from the extruder to the hot end.
| Component |
Type |
Quantity |
| 4mm diameter PTFE tube |
Hot end |
1 |
| Threaded brass union |
Hot end |
1 |
| Notched brass union |
Hot end |
1 |
|
 |
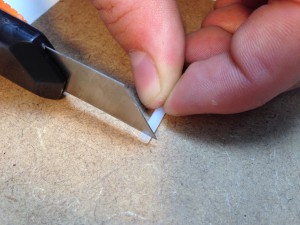
| Start by trimming a couple of millimetres off each end of the PTFE tube with a very sharp blade to get the ends clean and square. |
 |
| Next use a pencil sharpener to cut the ends of the PTFE tube to a cone. Be very gentle. PTFE is a soft material and it is easy to remove too much. You just want a frustum of a cone at each end that doesn’t quite reach the inner hole in the tube. |
 |
| To help fit the brass unions on the PTFE tube, you can use the aluminium cooling block (also in the hot end kit). Take the aluminium cooling block and screw the threaded brass union into it. This it will give you something to grip, when you screw the brass union onto the PTFE tube. |
 |
| To help guide the brass union onto the PTFE tube straight, put a 2mm drill into the end of the PTFE tube. This will keep the brass union and PTFE tube axially in line. You don’t want the brass screwed on at an angle. |
 |
| Thread the drill through the brass union and aluminium cooling block. Push the brass union up to the PTFE tube, and push while turning the aluminium block clockwise. It will start to cut its own thread into the PTFE tube. |
 |
| After a couple of turns to get the thread started, pull out the drill, or the compression of the PTFE tube will not let you pull it out. Also, you won’t be able to screw the union on all the way; there will be too much resistance with the drill still in the tube. |
 |
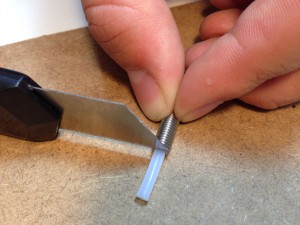
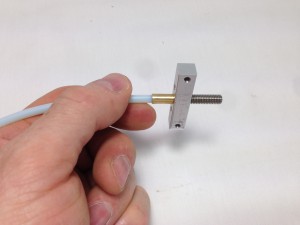
| Do the brass union up until it won’t turn any further. Then, unscrew the brass union. The threaded part of the PTFE tube should be about 10mm long, and it will be easier to screw each brass union on, once threaded. |
 |
| Screw the slotted brass union onto the free end of the PTFE tube. Repeat the thread cutting process at the other end of the tube, this time leaving the threaded brass union on the other end of the PTFE tube. |
 |
| Screwing the brass unions onto the PTFE tube will have compressed its inner hole. You need to open it out again so that the plastic filament that your Ormerod prints with will run freely in the tube. Use a 2mm drill bit in a small hand chuck, or slow electric drill. |
 |
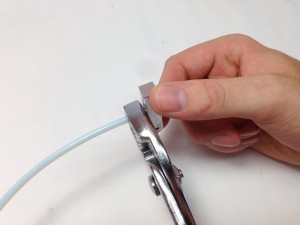
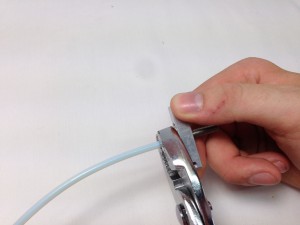
| Gently, and twisting clockwise all the time – never anti-clockwise, whether going in or coming out – use the drill bit to enlarge the inner hole in the PTFE where it passes through the brass. |
 |
| Take several goes at it, going a couple of millimetres deeper each time and drawing the PTFE swarf out by keeping twisting clockwise and pulling. Stop when the tip of the drill is about 5mm past the brass union, and visible in the clear transparent PTFE. |
 |
| The drill should pull the PTFE swarf out with it. Repeat the process at the other end of the PTFE tube. |
 |
| Push a piece of filament (at least 50cm long, to go all the way through) through the tube, to check that it moves smoothly, with little or no friction. Push the filament into the tube from both ends to make sure it’s clear. |
 |
| The filament should push out any remaining PTFE swarf. Blow down the tube, from both ends, as well. It is very important to get any PTFE swarf out of the tube, otherwise this will end up in the nozzle the first time you try and print, blocking it! |
 |
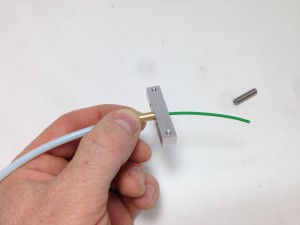
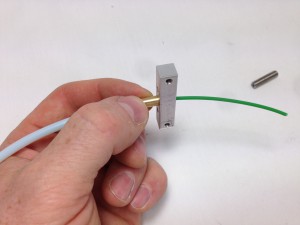
| The finished Bowden tube. |
 |
IMPORTANT: Push a length of printing filament through from both ends of the tube to clear out any remaining PTFE swarf; otherwise, this will end up in the nozzle the first time you try and print, blocking it!
Preparing the nozzle
| Component |
Type |
Quantity |
| Stainless steel nozzle |
Hot end |
1 |
| 3mm diameter PTFE tube |
Hot end |
1 |
|
 |
NOTE: Your kit should have the PTFE tube already cut and inserted into the stainless steel nozzle. It should look like the last picture in this section, below. Follow these instructions if you ever need to replace the PTFE tube.
| Using a sharp blade, cut one end of the PTFE liner. Try to make the cut as square to the axis of the tube as possible. Push the square-cut end of the tube into the end of the one-piece nozzle. |
 |
| Again using a sharp blade, cut the PTFE liner flush with the end of the one-piece nozzle. This should also be cut as square as possible, flush with the end of the nozzle. |
 |
| If you can remove the PTFE liner tube, it should measure 8mm long, with straight cut ends. If they are cut at an angle, it creates a gap that may fill with molten plastic, and cause the nozzle to block. |
 |
| The nozzle with the PTFE nozzle liner installed. |
 |
Assembling the Hot End metal parts
| Component |
Type |
Quantity |
| Nozzle assembly |
Assembled |
1 |
| Bowden tube |
Assembled |
1 |
| Aluminium cooling block |
Hot end |
1 |
| Aluminium heater block |
Hot end |
1 |
| Tapered brass nut |
Hot end |
1 |
|
Picture to come |
| Take the Bowden tube, aluminium cooling block and nozzle assembly. Screw the Bowden tube end with the threaded brass union into the aluminium cooling block, all the way on. If you leave a piece of filament in the tube (the 50cm long piece you used to clear the PTFE tube earlier), it will help align the parts of the nozzle. |
 |
| Unscrew the aluminium cooling block a quarter turn from the threaded brass union. |
 |
| While holding the brass union and cooling block in this position, screw the nozzle into the cooling block, and up tight against the brass union. Make sure the PTFE liner is still in place in the nozzle before screwing it in. |
 |
| Use a pair of pliers or adjustable wrench to firmly grip the brass union, close to the aluminium cooling block. You can hold the brass union between a folded piece of paper in the jaws of the pliers, to stop the jaws damaging the brass. Don’t grip too tight; the brass union is a quite thin. |
 |
| Turn the aluminium cooling block clockwise to lock the whole assembly in place. Do it as tight as you can. The brass union should be locked against the top of the one piece nozzle. Remove the filament. |
 |
| Check that the brass union is close to the aluminium cooling block; no thread should be showing. Check the nozzle is not loose. The whole assembly should be rigid. You can push a piece of filament down the Bowden tube, to check it goes all the way through to the tip of the nozzle easily. |
 |
| Take the aluminium heater block, and screw it onto the nozzle. The small hole through the heater block should be closer to the tip of the nozzle, as shown. |
 |
| Put the tapered brass nut on the nozzle. Adjust the heater block so it is square with the aluminium cooling block. Adjust the tapered brass nut, so that the cone of the nozzle continues the cone of the nut, or as close as possible. There shouldn’t be a shoulder between the two, nor should the nozzle be down inside the nut. Tighten the nut against the block with a spanner, while holding the aluminium heater block. It needs to be reasonably tight, but don’t force it so hard that you damage anything. |
 |
| The hot end with the metal parts assembled. |
 |
The cooling system
| Component |
Type |
Quantity |
| Hot end hardware |
Assembled |
1 |
| heatsink duct |
Printed |
1 |
| fan duct |
Printed |
1 |
| Fan |
Hot end |
1 |
| Heatsink |
Hot end |
1 |
| M3x40mm cap screws |
Fastener |
2 |
|
 |
| Start with the heatsink. Note it has two holes in it. |
 |
| Place the heatsink duct on the heatsink, as shown. |
 |
| Add the fan duct on top, as shown. |
 |
| Then add the fan with its wires coming out the top, and the side with the label on it facing inwards. Push the two M3x40mm cap screws through the four parts. |
 |
| Using the two screws, bolt the heatsink onto the aluminium cooling block firmly. If you have some, you can put a little heatsink compound between the cooling block and the heatsink. Make sure that the heater block is under the heatsink, not sticking out. |
 |
| The hot end assembly so far. The MDF spacer has been put on in the picture, but leave it off for the moment. |
 |
Heater block wiring
| Component |
Type |
Quantity |
| Transparent PTFE heatshrink |
Hot end |
about 50mm |
| 100K thermistor |
Hot end |
1 |
| Thermistor wiring – 160mm |
Hot end |
2 |
| Cartridge heater |
Hot end |
1 |
|
 |
| Cut the transparent PTFE heatshrink about 8mm shorter than the thermistor with its axial connecting wires. Put the thermistor in it so that 4mm of wire protrudes from each end. |
 |
| Using a flame (a cigarette lighter, blowtorch, gas hob, or hot air gun work well; a hair dryer does not), shrink the heatshrink over the thermistor. Just waft the thermistor and heatshrink through the flame. You don’t want the heatshrink to overheat and burn. |
 |
| If you’re doing this with a cigarette lighter, hold the thermistor at one end, and heat the heatshrink from the middle out to the other end. The heatshrink will be transparent when it has fully shrunk, and will then go back to opaque when the heat is removed. Keep it above the flame, so it doesn’t overheat and go black. |
 |
| Let it cool for a few moments, then turn it around and do the other side. Rolling the thermistor between your fingers while heating will improve the consistency of the heatshink. |
 |
| Turn it around again and heat the first side, rolling it in your fingers, to get a really good, even heatshrink. Make sure it has shrunk properly around the central bulge, or it won’t fit easily into the heater block. |
 |
| This is how the thermistor should look with the PTFE shrunk onto it. |
 |
| Pull the thermistor through the small hole in the heater block so that it is about half way through. If you pull it with pliers, be gentle, and grip on the PTFE heatshrink, not the bare wire. If it doesn’t want to go through, try reheating the heatshrink, for a tighter fit. |
 |
| To stop the thermistor falling out, turn the thermistor wire around the back of the heater block. This also means that all the wires go up one side of the hot end. |
 |
| Attach the thermistor wires, and push the heater cartridge into the heater block. |
 |
| Bend the wires up the side of the heatsink duct. Put a good, right hand bend in the heater cartridge wire, then secure the thermistor wiring and heater cartridge wires with a cable tie to the lug. Pull it tight, so the wires can’t move, and cut the end off the cable tie. The bend in the heater cartridge wire will stop the heater cartridge falling out of the heater block. |
 |
Wiring the hot end connector
| Component |
Type |
Quantity |
| Hot end assembly |
Assembled |
1 |
| 2×3 female black crimp socket |
Hot end |
1 |
|
 |
CAUTION! The next step describes wiring up the hot end connector. GREAT CARE should be taken doing this. The heater cartridge and the fan wires have 12V running through them ALL THE TIME. The thermistor wires are 3.3V, and connect directly to the Arduino chip on the Duet. If you incorrectly wire the plug, a short circuit between the thermistor wires and any of the other wires MAY DESTROY YOUR DUET!
Wiring diagram

| Put the pins on the ends of the wires into the six-way female socket. The wiring diagram, above, is looking into the back of the socket, where you insert the crimps. The little black rectangle is the locking tab, and the housing has small embossed ‘1’ and ‘6’ numbers on it, so you can orientate it as the diagram. The pins are crimped on one side, and smooth on the other. The smooth sides go downwards in the diagram. |
 |
| Neither the thermistor nor the heater cartridge have a polarity so it doesn’t matter which way round their wires go. (Though the H+ and H- are the way that the machine will apply power – hence the labels.) Make sure to get the polarity of the fan right. This picture shows one of the fan wires being put into the housing, but it is not fully in yet; you can’t see the crimp easily when it is. |
 |
| Check that the pins are all the same depth into the housing. The pins are very difficult to remove without damaging them, so check twice, plug in once! They should click into place, and then shouldn’t easily push further through, or pull back out. |
 |
Wire colours, related to hot end wiring loom
| Wiring loom |
Hot end wires |
| Red |
Red FAN wire (+12V) |
| Black |
Black FAN wire (ground) |
| Green |
Thermistor wire (green/blue) |
| Blue |
Thermistor wire (green/blue) |
| Double yellow |
Thick red heater wire |
| Double brown |
Thick red heater wire |
| You can check the wire order by comparing it to the end of the hot end loom, which the hot end plugs into. |
 |
Final assembly and mounting
| Component |
Type |
Quantity |
| Hot end assembly |
Assembled |
1 |
| M3x16mm cap head screws |
Fastener |
2 |
| MDF heat insulator |
Hot end |
1 |
|
 |
| Thread the MDF insulator onto the Bowden tube, and slide it down the tube until sits on top of the aluminium cooling block. Thread the two screws through the MDF insulator and into the aluminium cooling block, as shown. Just put the screw in a couple of turns. The nozzle should be lower than the fan duct when you hold the hot end vertically on a surface; if it isn’t, check that you have screwed the threaded brass union of the Bowden tube all of the way into the aluminium cooling block. This sets the height of the nozzle. |
 |
| We usually put a twist in the wiring, so that there is no pulling on any of the wires. |
 |
| The nozzle should be a couple of millimeters lower than the fan duct when you hold the hot end vertically on a surface. |
 |
| If the nozzle isn’t lower than the fan duct, it’s possible that the nozzle is set too high in the aluminium cooling block. Check that there is very little or no thread showing on the brass union that screws into the aluminium cooling block – this sets the height of the nozzle relative to the fan duct. |
 |
| The hot end mounts onto the x-carriage via the nozzle-mount. |
 |
| It should push on sideways, and you can then fix it into place using the two screws. The MDF insulator should sit UNDER the nozzle mount, but on top of the aluminium cooling block, so it is sandwiched between them. |
 |
| The hot end should be mounted vertically. If the hot end is leaning forward, the fan ducts may be lower than the nozzle. If it leans back, the proximity sensor may be lower. Check that it is seated correctly in the nozzle-mount. |
 |
| The angle of the hot end can be changed, by adjusting the x-carriage idler bearing on the back of the x-axis-plate. It is mounted in a slot (this may need cleaning to allow the bolt to slide in it), so loosen it, hold the hot end where you want it, then push the bearing against the x-axis-plate and re-tighten. Check that the hot end is vertical. |
 |
| If the nozzle seems to drop, or rise and fall, as it moves along the X axis, check that the x-axis plate is straight, flat, and vertical along it’s length. Remove the extruder, and look along the back of the x-axis-plate. It can twist around the x axis smooth rod; twist it back vertical, and tighten the screw in the x-idler, and the screws in the x-motor-mount. |
 |
| A view along the back of the x-axis-plate, checking it is straight and flat. |
 |
| Finally, once printing, the nozzle may droop forward. This usually means that the cooling of the hot end has not been working correctly. Heat may have been getting through the screws and melting the nozzle-mount, which may distort it. Check the hot end construction, that the cooling fan is working, and the bolts holding the fan to the aluminium cooling block are tight. |
|
The tongue
| Now find the retaining tongue. |
 |
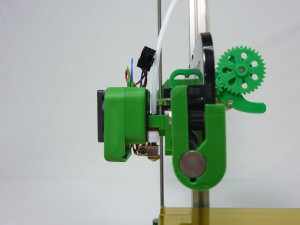
| Push the free end of the Bowden tube, with the slotted brass connector, into the hole in the top of the extruder drive. |
 |
| The slot in the brass connector should be visible in the slot in the printed part; ensure the brass connector is pushed all the way in. |
 |
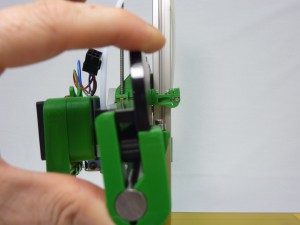
| The retaining tongue fits in the printed slot as shown, with the flat side of the tongue going upwards. |
 |
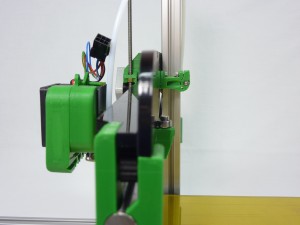
| Push the retaining tongue in, until it is firmly engaged with the slotted brass connector. The hole in the end will help you remove it, if you need to. |
 |
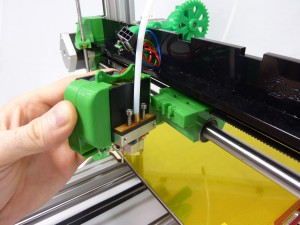
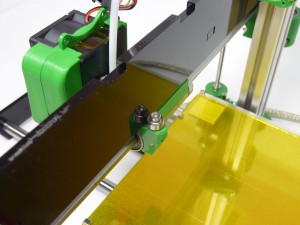
| The other piece of ptfe, which is 3mm in diameter, guides the filament from the spool to the extruder. This picture (which shows the Ormerod after wiring) shows how it pushes into the extruder at one end, and fits into the slots on the x-axis-plate at the other. A piece of Kapton tape on the tube will stop it sliding through. |
 |






































































